Teil V I
Planungs- und Koordinationssysteme
17 Supply Chain Management
Supply Chain Management – Kerngedanke
• Gesamtoptimum ist besse r als die Summe der Einzeloptima
• Systemweite Sichtweise und Optimierung
Supply Chain Management – Typische Fragestellungen
• Bullwhip-Effekt
– Prognoseverfahren: Ver¨ander ung des Sicherheitsbestands
– Losbildung
– Nachfrageverhalten bei erwarteten Rabattaktionen
Supply Chain Management – Typische Fragestellungen
• Verz¨ogerung der Variantenbildung
Endprodukt A = Basismodul + l¨anderspezifisches Einzelteil
– Zentrale Montage und Lager ung des l¨anderspezifischen Pr odukts A
SB
1
= v ·
N
X
n=1
σ
n
– Zentrale Lagerung des Ba sismoduls und regionale Montage des l¨anderspezis chen Einzelteils
SB
2
= v ·
v
u
u
t
N
X
n=1
σ
2
n
96
Supply Chain Management – Sp¨ate Variantenbildung
• σ
A
= 3, σ
E
= 4
• Fr¨uhe Variantenbildung in der Fabrik:
SB = v · σ
A
+ v · σ
E
= v · 3 + v · 4 = v · 7
• Sp¨ate Variantenbildung im Regionallager:
SB = v ·
p
σ
2
A
+ σ
2
E
= v ·
√
3
2
+ 4
2
= v · 5
Supply Chain Management – Typische Fragestellungen
• Abstimmung von Lieferrhythmen
• Vertragsdesign
• Mehrstufige Sicherheitsbestandsoptimierung
18 Produktionsplanun gs- und -steuerungssysteme
18.1 Einf¨uhrung
CIM
Computer Integrated Manufacturing
PPS
Produktions-
planung
und
-steuerung
CAD
Konzipierung
Gestaltung
Detaillierung
CAQ
Qualitäts-
sicherung
CAM
Bearbeitung
Transport
Lagerung
CAP
Arbeitsplanung
NC-Programmierung
AP
Advanced
Planning
Planungskonzepte
• vollst¨andiges PPS-System
• partielle L¨osungen (z. B. zur Produktionssteuerung)
18.2 Push-Prinzip
97
MRP-Sukzessivplanungskonzept
• Hauptproduktionsprogrammplanung
• Mengenplanung
• Terminplanung
• Produktionssteuerung
MRP-Sukzessivplanungskonzept
Erzeugnis ...
Materialbedarfsrechnung
Losgrößenrechnung
Erzeugnis k+1
Materialbedarfsrechnung
Losgrößenrechnung
Hauptproduktions-
programmplanung
Mengenplanung
Terminplanung
Produktionssteuerung
Erzeugnis k
Materialbedarfsrechnung
Losgrößenrechnung
Durchlaufterminierung
Kapazitätsbelastungsausgleich
MRP-Sukzessivplanungskonzept
Kritik
• keine mittelfristige Pro grammplanung
– Produktion paßt sich der Nachfrage an
• Losgr¨oßenplanung
– Mehrstufigkeit der Erzeugnisstruktur wird vernachl¨a ssigt (→ mehrstufige Losgr¨oßenpla nung)
– Unsicherheit der Nachfrage und der Produktionsqua lit¨at wird vernachl¨assigt (→ stochastische
Losgr¨oßenplanung)
• Durchlaufzeiten
– . . . h¨angen von der Kapazit¨atsbelastung ab
– . . . sind das Ergebnis der Planung
– . . . werden aber als Datum vorgegeben
• keine Ber¨ucksichtigung der Kapazit¨aten
98

Kapazit¨atsorientiertes PPS
Bau-
stellen-
produktion
Werkstatt-
produktion
Zentren-
produktion
Fließ-
produktion
JIT-
Produktion
...
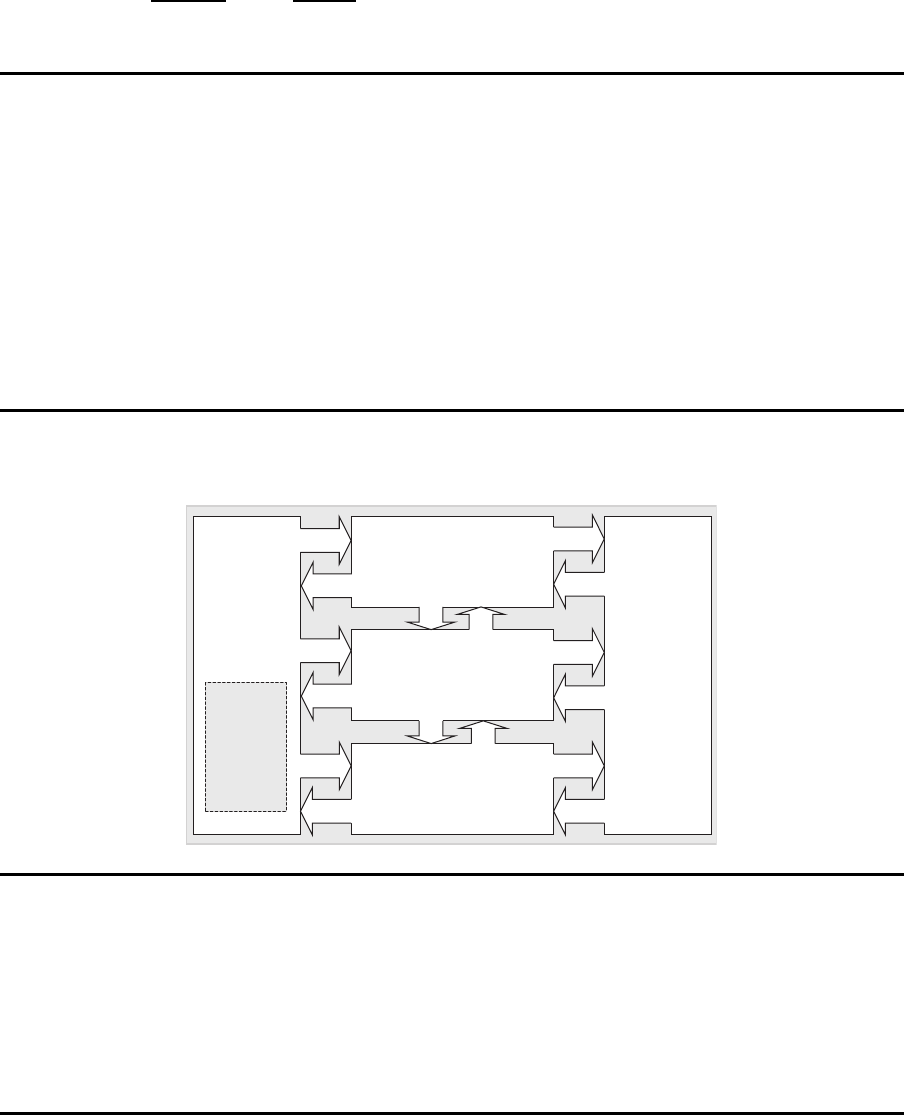
Vernetzte Produktionssegmente
Kapazitätsorientiertes PPS-System
Segment-spezifische
Feinplanung und
-steuerung
Aggregierte Gesamtplanung
Kapazitiertes
Hauptproduktions-
programm
Detaillierte Losgrößen-
und Ressourcenein-
satzplanung
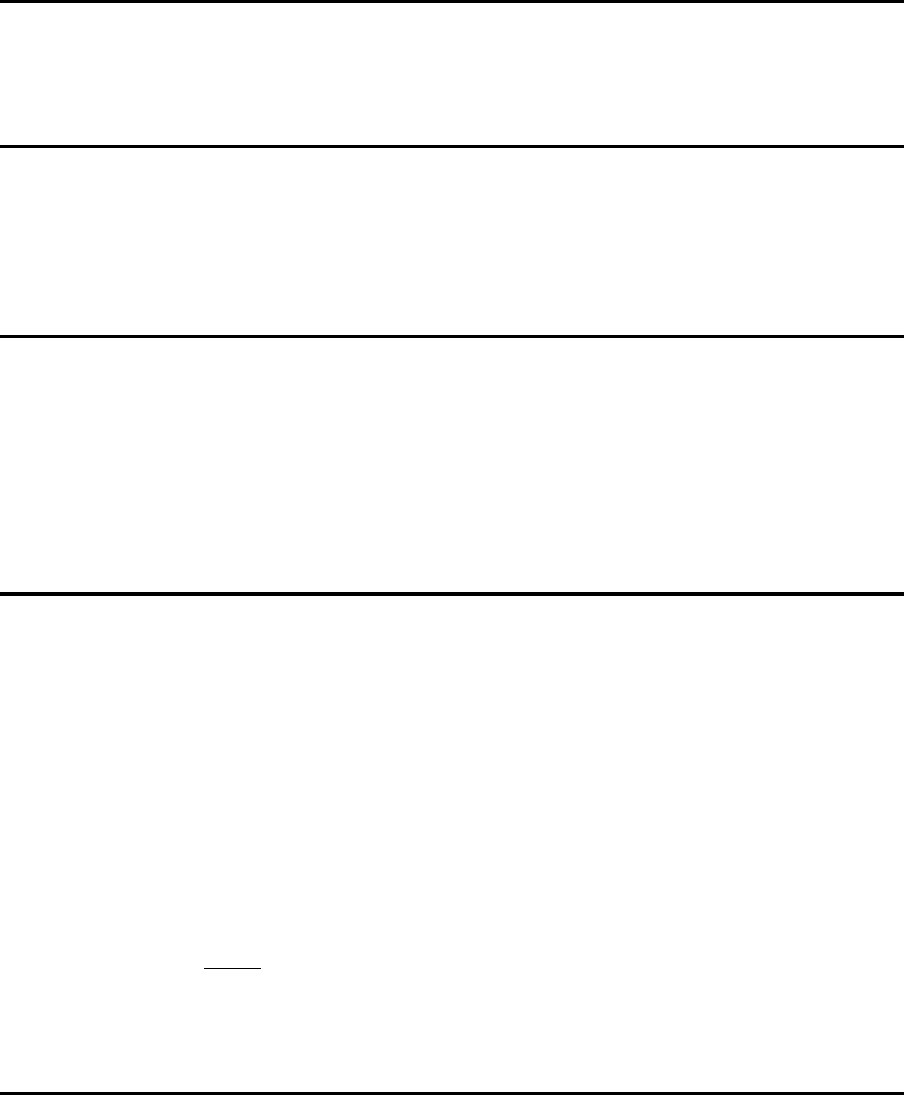
Planungssystem f¨ur Supply Networks
Standortübergreifende Produktions-,
Beschaffungs- und Transportplanung
Kapazit¨atsorientiertes Planungssystem f¨ur Supply Networks
Deterministische Sicht
Bau-
stellen-
produktion
Werkstatt-
produktion
Zentren-
produktion
Fließ-
produktion
JIT-
Produktion
...
Produktionssegmente (Standort 1)
Kapazitätsorientierte Planung (Standort 1)
Bau-
stellen-
produktion
Werkstatt-
produktion
Zentren-
produktion
Fließ-
produktion
JIT-
Produktion
...
Produktionssegmente (Standort N)
Kapazitätsorientierte Planung (Standort N)
...
Lieferungen Lieferungen Kunden
Standortü
(Supply Network Planning, Master Planning, Enterprise Planning)
Beschaffungs- und Transportplanung
aggregiert
detailliert
Distribution
Lieferanten
Beschaffung
Stochastische Sicht
Pufferungsmechanismen, Sicherheitsbestände, Sicherheitszeiten
Unterstützende Module:
Nachfrageprognose, Verfügbarkeitsprüfung (Available-to-promise), Warn-Monitor
Supply Network
99
18.3 Pull-Prinzip
Pull-Prinzip
• Produktionsplan nur f¨ur die letzte Stufe
• Produktion auf Abruf
• Kontinuierlicher Materialfluß durch kleine Losgr¨oßen
• Verk¨urzung der R¨ustzeiten
– Training von R¨ustteams
– R¨usten parallel zur Produktion
– R¨ustzeitoptimale Reihenfolgen
• Null-Fehler-Produktion
• Vorbeugende Instandhaltung
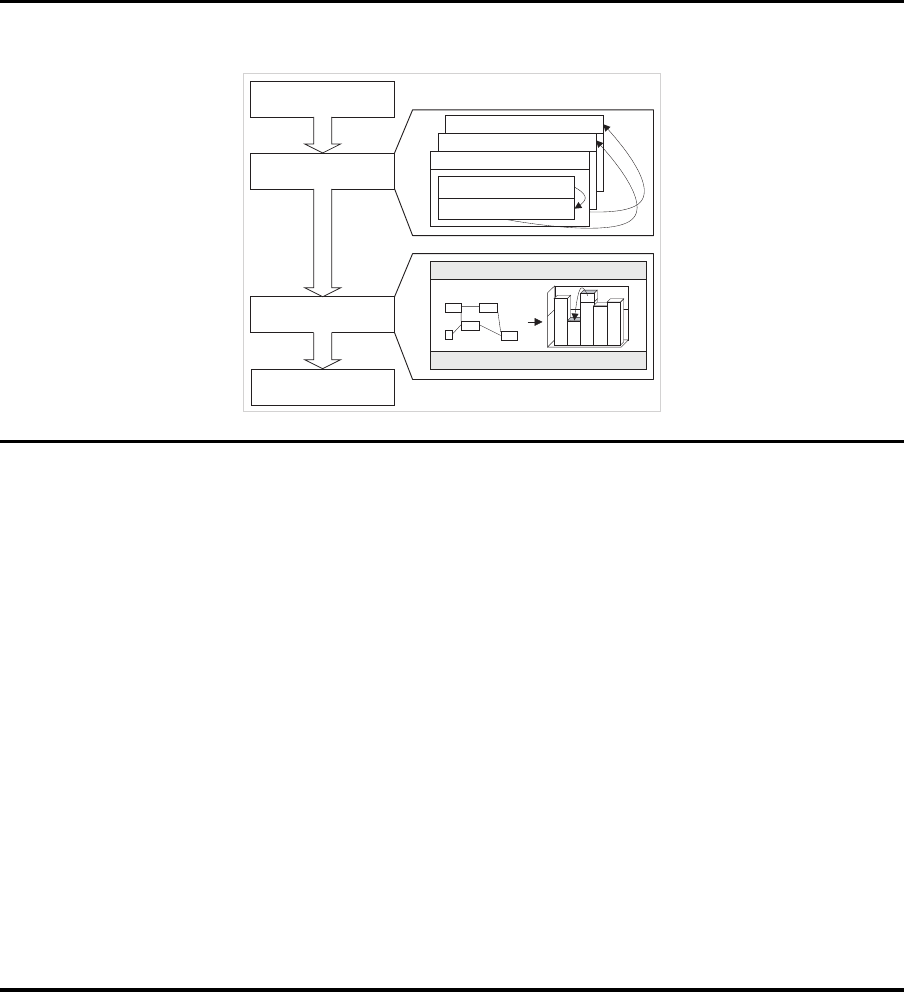
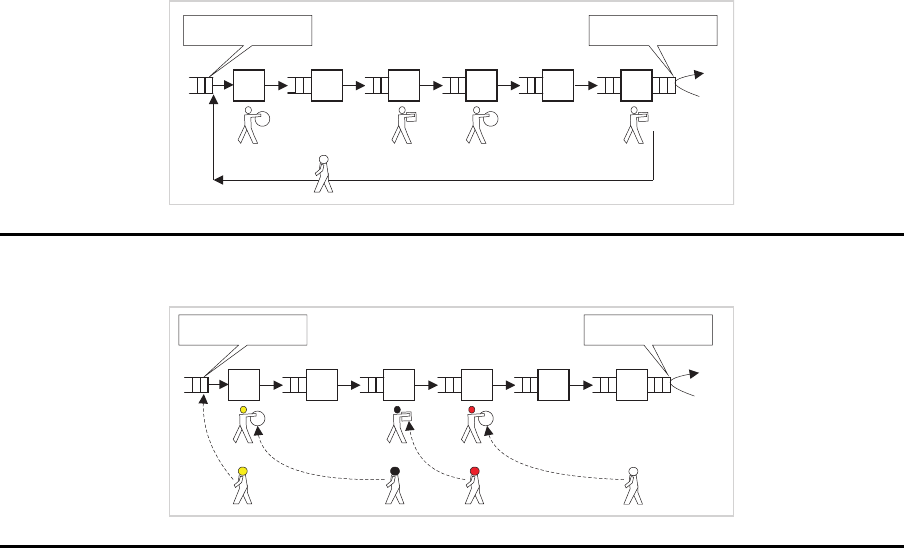
Kanban-System
Aufträge
Bestand
Plantafel mit Karten
Rohmateriallager Fertigproduktlager
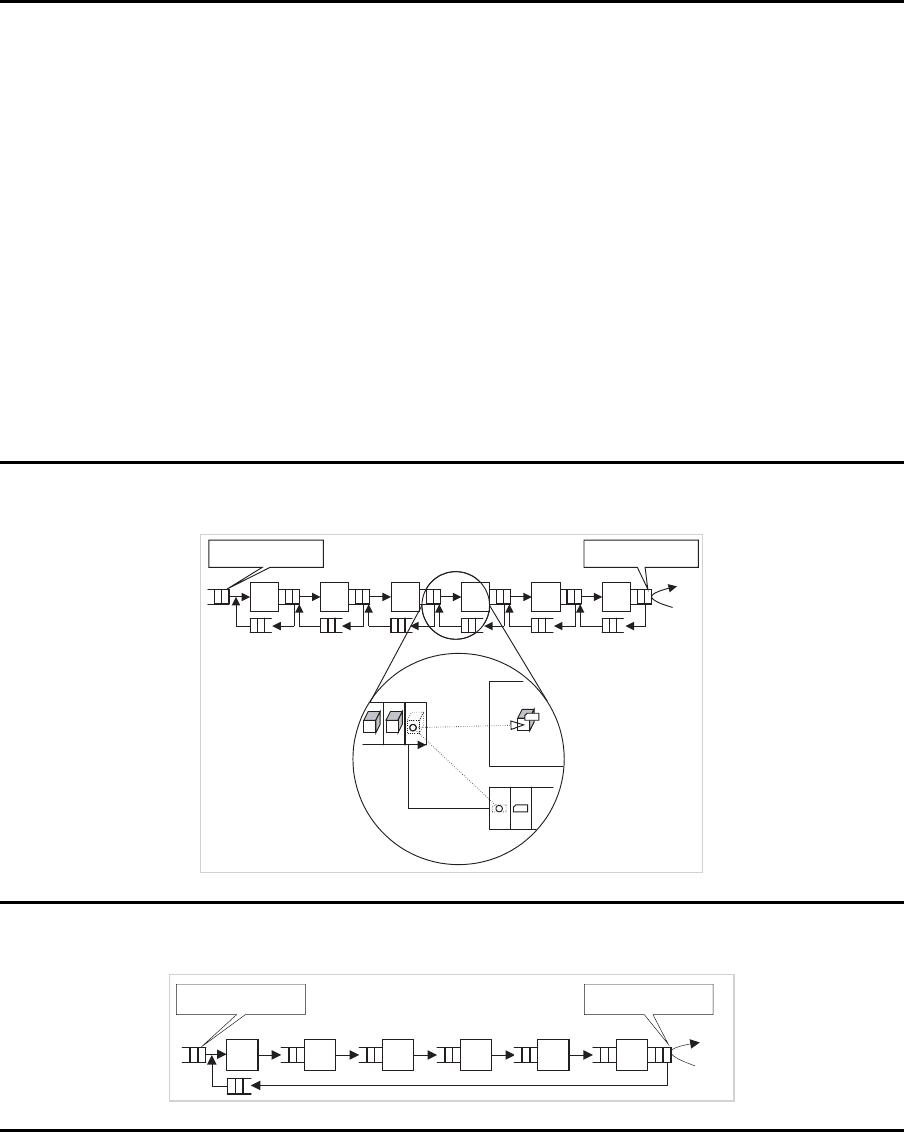
CONWIP-System
1
Aufträge
M
Rohmateriallager Fertigproduktlager
100
Flexible Werker
1
Aufträge
M
Rohmateriallager Fertigproduktlager
Bucket brigade
1
Aufträge
M
Rohmateriallager Fertigproduktlager
Pull-Prinzip
Voraussetzungen
• Kleine Losgr¨oßen, gleichm¨aßige Arbeitsinhalte
• Einhaltung der Plan-Pro duk tionsmenge, auch bei St¨orungen
• Materialflußorientiertes Layout
• Weitergabe fehlerfreier Produkte
• Keine Verz¨ogerungen durch Transporte
101
19 Advanced Planning Systems
APS
SC-PartnerAdvanced Planning System
Algorithmen/
Optimierungs-
verfahren
Supply Network Planning
(Aggregierte Gesamtplanung,
Hauptproduktions-
programmplanung)
Production Planning/
Detailed Scheduling
(Ressourceneinsatzplanung)
Warnungen/Alerts
Interaktive
Planänderungen
Planungsmodule unterstützende Module kollaborative Module
Network Design
(Systemplanung, Standortplanung)
Transaktionsorientiertes PPS/ERP-System
Materialbedarfsrechnung (MRP)
OLTP-System
Capable to Promise
(Verfügbarkeitsprüfung:
Kapazität)
Distribution Planning
(Liefermengenzuordnung)
Transportation
Plannning/Vehicle
Routing
(Auslieferungsplanung)
Demand Planning
(Prognoseverfahren, Sicherheitsbestand)
Available to Promise
(Verfügbarkeitsprüfung:
Bestand)
Collaborative Forecasting
(Prognosen)
Collaborative Replenishment
(Beschaffung)
Vendor-Managed Inventory
(Bestandsmanagement)
OLTP-System APS PPS-/ERP-System
(Sicherheitsbestand)
(Losgrößen, MRP)
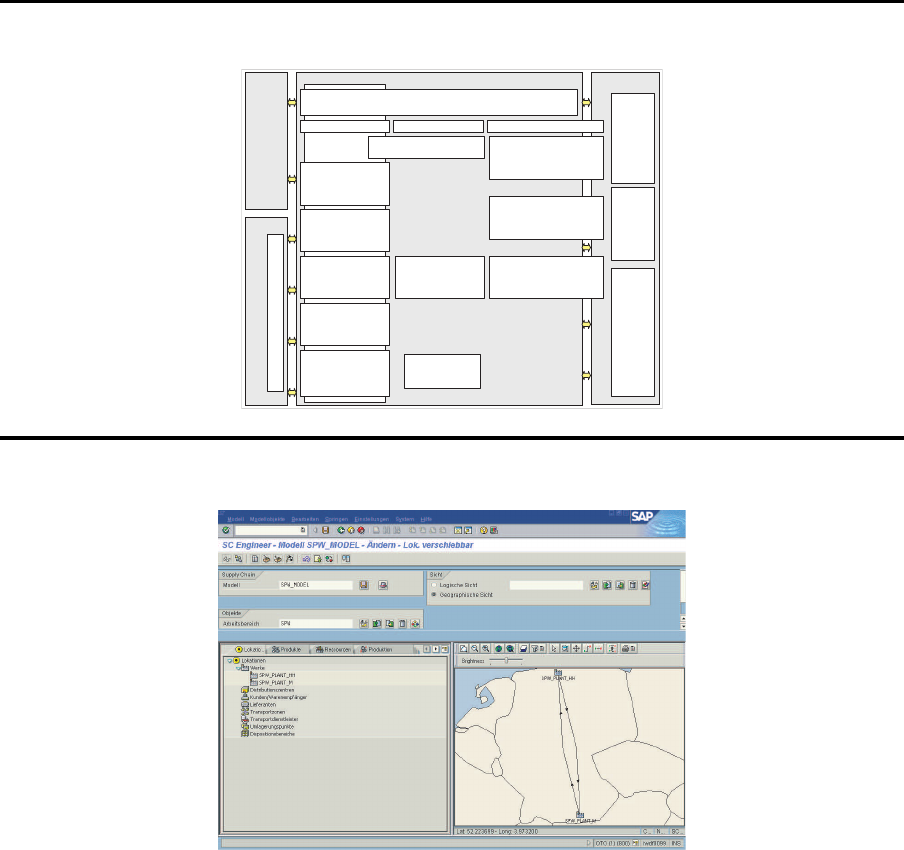
Benutzerober߬ache eines APS (mySAP SCM)
102